Alumide - immer einen kühlen Kopf bewahren
Was sind die Eigenschaften von Alumide im 3D-Druck und wofür wird es eingesetzt
Alumide (PA-AF) ist ein Mischwerkstoff aus Aluminium (AlSi10Mg) und PA-12. Durch die Mischung der Werkstoffe können die positiven Eigenschaften beider Materialien genutzt werden. Einerseits ist Alumide extrem wärmefest. Andererseits ist Alumide durch den hohen Aluminiumanteil von ca. 40 – 50 % wärmeleitend und kann als Kühlkörper verwendet werden. Bei sehr grossen oder tragenden Bauteilen können hat Alumide den Vorteil gleichmässig und daher verzugsfrei abzukühlen.
Alumide ist elektrisch ableitend
Zusätzlich weist Alumide einen relativen ESD-Schutz auf. Ob dieser für Ihre Anwendung genügt, können Sie gerne bei uns anfragen. Bauteile aus Alumide haben ein höheres Gewicht als PA-12 Teile. Der Kunststoffanteil sorgt dafür, dass Alumide trotzdem eine gewisse Flexibilität behält und sehr einfach zu verarbeiten ist.
Grau und rau
Das Material hat eine sehr angenehme, leicht raue Haptik und ist in der Grundfarbe grau. Bei der Färbung nimmt nur der Kunststoffanteil die Farbe auf, wodurch das Teil einen Metallic-Effekt erhält.
Serienfertigung
Alumide-Teile werden im Lasersinter Verfahren hergestellt. Durch die Herstellungsart im Pulverbett erzielt man hohe Einsparungen bei grösseren Stückzahlen. Deshalb findet Alumide besonders in der Klein- und Mittelserienproduktion Anwendung. Aber auch bei Prototypen und Designmustern fällt Alumide durch seine hohe Präzision, Stabilität und seriennahe Qualität auf.
Weiterverarbeitung
Mit Lasersinter-Maschinen gedruckte Bauteile sind von gleicher Qualität, wie Spritzgussteile oder gefräste Kunststoffteile. Sie weisen Endnutzerqualität auf und können auf viele verschiedene Arten veredelt und weiterverarbeitet werden. Auch mechanische Nacharbeit, wie Gewindeschneiden und Fräsen, sind möglich. Zudem ist das Material dauerhaft haltbar.
Kostengünstige Komplexität
Alumide wird gerne in der Industrie für Bauteile benötigt, welche für lange Zeit dauerhafter Belastung ausgesetzt sind. Auch für Konsumgüter wird das Material gerne eingesetzt. Weil das Lasersinter-Verfahren kein Stützmaterial benötigt, erlaubt das Verfahren grosse Designfreiheit und Komplexität der Alumide-Druckteile, ohne Nacharbeit und bei tiefen Kosten. Aufgrund der Herstellungsart spielt die Komplexität des Bauteils keine Rolle. Ein einfacher Block kostet fast gleichviel wie ein funktionierendes Motorenmodell. Ganze Baugruppen mit integrierten Funktionen und beweglichen Teilen können in einem Drucklauf fertig entstehen.
Tauchfärbung
Durch Tauchfärbung werden die Bauteile zudem eingefärbt und können wasserdicht gemacht werden.
8-9 Werktage
Die angegebene Lieferzeit entspricht dem Standard für Einzelteile. Je nach Produktionsauslastung, Stückzahl und Grösse des Bauteils können andere Lieferzeiten gelten. Die aktuellen Lieferzeiten kommunizieren wir Ihnen aber vor Auftragsstart.
Vorgaben für Alumide 3D-Druck
Mindestwandstärke: 0.8 mm
Kleinstes Detail: 0.3 mm
Maximale Druckgrösse: 700 x 380 x 560 mm
Genauigkeit: DIN ISO 2768-mk
Schnelldruck mit Alumide 3D-Druck
Leider bieten wir bei Alumide kein Priority- oder Expressdruck an
Vor- und Nachteile von Alumide 3D Druck
- Dauerverwendbar
- Extrem steif und hart
- Sehr hohe Bauteilqualität
- Hohe Wiederholbarkeit (± 0.05 mm)
- Absolute Designfreiheit ohne Stützmaterial
- Mechanisch belastbar
- Viele Nachbearbeitungen möglich
- Wärmeleitend
- Seriengeeignet
- Hohe Hitzefestigkeit (165 °C)
- Hohe Wasseraufnahme*
- Verzug bei sehr grossen Bauteilen
- Im Rohzustand leicht zu verschmutzen*
- Leicht körnige Oberfläche (Rz 30 – Rz 50)*
* durch Tauchfärbung kann dieser Nachteil verhindert / umgangen werden
Anwendungsbeispiele für Alumide 3D-Druck
- Mechanische Komponenten und Maschinenteile
- Kühlkörper
- Endnutzerbauteile
- Betriebshilfsmittel mit Wärmefestigkeit
- Anschauungsmuster
- Messemodelle
- Architekturmodelle
- Komplexe Geometrie mit z.B. innenliegender Geometrie, Leitungssystem oder Hinterschnitt
- Werkzeug
- Tragende Bauteile
- Thermisch belastete Bauteile
Beispiel-Bauteile Alumide 3D Druck
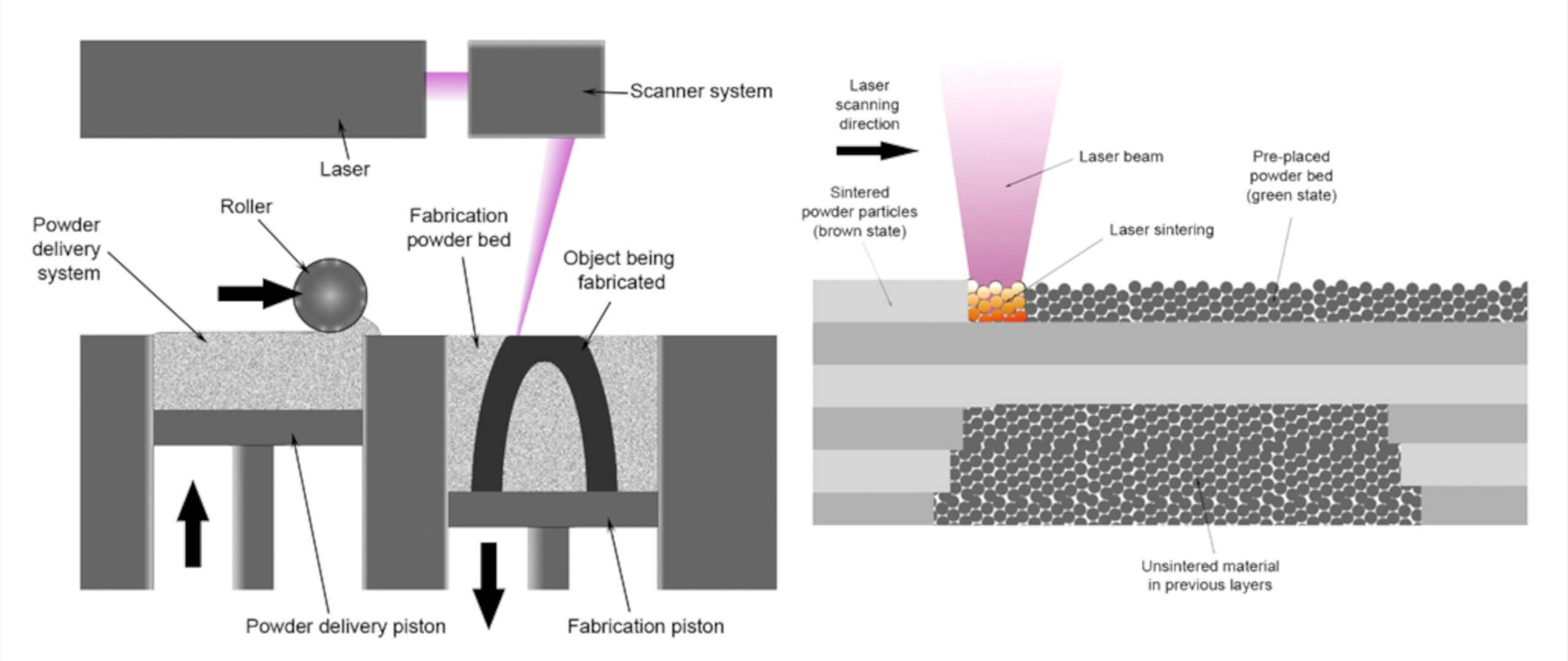
Was ist das SLS Verfahren im 3D-Druck?
Selective Laser Sintering, abgekürzt SLS, bedeutet frei übersetzt, teilweises Laserverschmelzen. «Teilweise» bedeutet, dass lediglich derjenige ausgewählte Teil des verwendeten Materials geschmolzen wird, welcher zum Bauteil gehört. Der Rest des Pulvers bleibt unberührt.
Teile aus Pulver schmelzen
Das zum 3D-Druck verwendete Grundmaterial beim SLS ist ein feinkörniges, staubähnliches Pulver (Korngrösse ca. 35 – 50 µm). Im Gegenzug zu anderen 3D-Druck-Verfahren wird das Material nicht gezielt, sondern in der gesamten Fläche des verfügbaren Bauraums aufgetragen und an den Stellen miteinander verschmolzen, an welchen das Bauteil entstehen soll. Das restliche Pulver bleibt liegen und kann für darüberliegende Schichten als Stützmaterial genutzt werden. Das SLS Verfahren bietet die grösste Designfreiheit allen additiven Fertigungsverfahren. Am Ende kann man das fertig gedruckte Bauteil aus dem Restpulver herausholen oder fast schon «ausgraben». Die Pulverreste werden aufbereitet und für den nächsten Druckauftrag zurück in die Maschine gegeben.
Wie funktioniert das SLS Verfahren im 3D-Druck?
Effiziente Bauraumnutzung durch Packing und Nesting
Der Druckvorgang im 3D-Druck SLS Verfahren dauert auf den ersten Blick relativ lange. Betrachtet man die Druckdauer pro Bauteil, ist SLS hingegen eines der schnellsten additiven Fertigungsverfahren für Serienbauteile. In einem typischen SLS Druckbereich haben Hunderte von Bauteilen gleichzeitig Platz. Den Bauraum können wir sehr effizient ausnutzen. Weil das lose Pulver zwischen den Bauteilen als Stützmaterial dient, können die Objekte auch übereinander gedruckt werden. In einer 3D-Pack-Software werden die Bauteile geladen, positioniert, orientiert und gepackt. Im Bauraum lieben sie dadurch eng aneinander und dreidimensional verschachtelt, um den Druckvorgang möglichst effizient zu gestalten. In der Fachsprache spricht man dabei vom «Nesting». Die Software simuliert einen Schütteleffekt, sodass die Teile den kleinstmöglichen Druckraum optimal ausfüllen, ohne sich dabei zu berühren.
Slicing und 3D-Drucken
Die Datei der positionierten Bauteile wird nun weiter in eine «Slicing Software» geladen. Die Software zerlegt das Bauteil in Schichten von 0.1 mm und erzeugt zudem den Maschinen-Code. Die Software errechnet den Weg des Lasers und berücksichtigt dabei auch die bekannte Schrumpfung bei der Abkühlung des Bauteils nach dem Druck. Das Bauteil fällt im Code entsprechend etwas grösser aus, damit es nach dem Abkühlen die richtige Grösse hat.
Nachdem die Maschine den Code eingelesen hat, füllt sich der Vorratsbehälter mit dem Materialpulver. Davon trägt ein Schieber oder Roller eine 0.1 mm dicke Schicht auf und streicht sie glatt. Danach heizt der Druckraum sich auf einen Wert knapp unter die Schmelztemperatur des Pulvers auf. Anschliessend feuert der Laser von oben auf das Druckbett und «zeichnet» die Formen in das Pulver. Da der Raum vorgeheizt ist, muss die Energie des Lasers nur noch die letzten Grad Hitze einbringen, damit das Pulver präzise an den richtigen Stellen schmilzt. Damit das Material nicht oxidiert, geschieht der Druck unter Schutzatmosphäre (meist Stickstoff N2).
Keine Stützkonstruktion nötig bei SLS 3D-Druck
Da der Laser nach 0.1 mm Materialtiefe noch nicht die ganze Energie verbraucht hat, schmilzt er die letzte Schicht wieder leicht auf. So schmelzen die beiden Schichten fest zusammen. Schmilzt eine Schicht, unter welcher sich keine weitere Schicht mehr befindet, liegt sie auf losem Pulver auf, welches das Gewicht der Schicht tragen kann. Dadurch kann man in der SLS 3D-Druck Technologie vollständig auf Stützmaterialien verzichten, was den 3D-Druck komplexer Geometrien ermöglicht, und zwar ohne Qualitätsverlust
Auskühlen und Reinigen
Bei Schrägen am Bauteil entsteht, wie bei jedem additiven Fertigungsverfahren, ein Treppenmuster. Im SLS 3D-Druck Verfahren ist das Muster weniger sichtbar. Wenn alle Schichten gefertigt sind, sind die fertigen Teile inklusive des restlichen Pulvers im Druckbett der Maschine. Im Pulver «vergraben», kühlen die Teile langsam auf Raumtemperatur aus, um den Verzug durch Schrumpfung zu verhindern. Nachdem der gesamte Druckbereich abgekühlt ist, werden die Bauteile aus dem Pulver ausgegraben und das nicht verschmolzene Pulver wird für den nächsten Druck aufbereitet. Die Bauteile werden danach in einem Glasperlenstrahler (eine Kabine mit Glasperlen) gestrahlt und so vom Restpulver gesäubert. Das Bauteil ist fertig.
Verfügbare Farben
In Alumide ist die Grundfarbe der Bauteile immer Grau.
Alumide hat zusätzlich sichtbare Aluminiumpartikel, auch nach dem Färben. Somit sieht die Farbe aus wie ein „Metalic effect“. Man könnte es auch als „glizzer“ bezeichnen. Siehe hierzu die Materialbeispiele in der Übersicht.
Farbe kann nur durch die Nachbearbeitung durch „Färben“ erreicht werden.
Die folgenden Farben entsprechen also den Farben die über „Färben“ verfügbar sind.
Auf Anfrage sind auch RAL Farben nach Kundenvorgabe erreichbar.
- Grau
- Schwarz Alumide hat zusätzlich sichtbare Aluminiumpartikel, auch nach dem Färben. Somit sieht die Farbe aus wie ein Metalic effect. Man könnte es auch als glitzer bezeichnen. Siehe hierzu die Materialbeispiele in der Übersicht.
- BlauAlumide hat zusätzlich sichtbare Aluminiumpartikel, auch nach dem Färben. Somit sieht die Farbe aus wie ein Metalic effect. Man könnte es auch als glitzer bezeichnen. Siehe hierzu die Materialbeispiele in der Übersicht.
- Bourdoux Alumide hat zusätzlich sichtbare Aluminiumpartikel, auch nach dem Färben. Somit sieht die Farbe aus wie ein Metalic effect. Man könnte es auch als glitzer bezeichnen. Siehe hierzu die Materialbeispiele in der Übersicht.
- Orange Alumide hat zusätzlich sichtbare Aluminiumpartikel, auch nach dem Färben. Somit sieht die Farbe aus wie ein Metalic effect. Man könnte es auch als glitzer bezeichnen. Siehe hierzu die Materialbeispiele in der Übersicht.
- Himmelblau Alumide hat zusätzlich sichtbare Aluminiumpartikel, auch nach dem Färben. Somit sieht die Farbe aus wie ein Metalic effect. Man könnte es auch als glitzer bezeichnen. Siehe hierzu die Materialbeispiele in der Übersicht.
- Rot Alumide hat zusätzlich sichtbare Aluminiumpartikel, auch nach dem Färben. Somit sieht die Farbe aus wie ein Metalic effect. Man könnte es auch als glitzer bezeichnen. Siehe hierzu die Materialbeispiele in der Übersicht.
Verfügbare Nachbearbeitungen
Färben
Färben gibt dir bei SLS-Materialien die Möglichkeit dein Bauteil in Farbe zu bekommen. Der Färbeprozess ist relativ simpel. Dein Bauteil wird in eine Färbelösung gelegt und erhitzt. Dadurch dringt die Farbe in dein Bauteil ein und eine Schichtstärke von 0,3 – 0,5 mm wird gefärbt. Das heisst, das bei einem Kratzer sieht man nicht sofort das ungefärbte Basismaterial. Bei mechanischer Bearbeitung wird der Kern allerdings sichtbar.
Die Farben, die wir nutzen, sind resistent gegen Chemikalien und Hitze. Da die Farbe in das Bauteil einzieht und nicht wie beim Lackieren aufgetragen wird, verändern sich die Masse des Bauteiles nicht. Bei verzugsanfälligen Geometrien kann es durch die Hitze zu einem Verzug kommen. Bei sehr dünnen Wandstärken kann es zudem zu Flecken in der Farbe kommen.
Das Färben wird in den Standardfarben Schwarz, Grau, Lila, Blau, Grün, Orange, Rot und Gelb angeboten. Bei besonderen Farbwünschen, fragen Sie uns bitte an.
- Färben macht das Bauteil wasserdicht
- Farbschicht ist hautverträglich und färbt nicht ab
- Färben benötigt zwei Werktage zusätzlich zur Lieferzeit

Glätten (Verdichtungsstrahlen)
Verdichtungsstrahlen wird meist in Kombination mit einer Färbung gemacht. Hierbei wird die oberste Schicht des Materials mit Keramikpartikeln beschossen. Diese verdichten die Oberfläche, was diese härter und abriebfester macht. Zudem werden die Bauteile fühlbar glatter, die meisten Baustufen verschwinden und das Bauteil bekommt einen gleichmässigen, leichten Glanz.
Da die Keramikpartikel aus allen Richtungen auf die Oberfläche treffen, können sehr scharfe Kanten leicht verrunden.

Lackieren
Fast alle Materialien lassen sich lackieren. Dabei bieten wir verschiedene Finishing-Stufen an:
- Spray Paint Farbe direkt auf dem Bauteil ohne Vorbehandlung. Baustufen weiterhin sichtbar
- Grundiert Geschliffen und gespachtelt, glatte Oberfläche mit Grundierung zum Lackieren
- High Gloss (Industriequalität) glatte Hochglanzoberfläche, spiegelnd
- Mattlack (Industriequalität) glatte Mattlackoberfläche
- Softtouch Besonders weiches Gefühl in der Haptik, Bauteil glatt und ohne Baustufen, matt und lichtschluckend
- Abschirmlack (EMV) elektromagnetisch abschirmender Lack, Baustufen nicht sichtbar, glatt
- Strukturlackierung Lack mit eingebrachter Oberflächenstruktur z.B. Hammerlack, Baustufen nicht sichtbar
Ob sich ein Bauteil zur Lackierung eignet, hängt von verschiedenen Faktoren ab. Wir können auch hochkomplexe Modelle und organische Formen lackieren. Für die hochqualitative Lackierungen müssen die Bauteile vorher geschliffen werden. Das heisst, das Bauteil muss von Hand schleifbar sein.
Tipp: Alle Öffnungen, in die man nicht mindestens einen Daumen hineinbekommt, können wir nicht schleifen und nicht lackieren.
Gerade bei 3D Druck Bauteilen ist die Vorbereitung der Oberfläche für die Lackierung besonders wichtig. Die stark sichtbaren Stufen müssen für Hochglanzlackierungen und andere glatte «finishes» zuerst geschliffen, dann mit Spachtelmasse und Flüssigfüller geglättet und zuletzt mit mehreren Farbschichten auf die Endoberfläche und Farbe veredelt werden. Bei Hochglanzlackierungen wird am Ende eine Klarlackschicht aufgetragen und poliert. Um eine abriebfeste und dauerhafte Lackierung zu gewährleisten, ist die Bindung der Lackschichten an das Material ausschlaggebend.

3D Druck Teile Beschichten
Viele additiv gefertigte Teile kann man beschichten. Dazu wird das Modell geschliffen und anschliessend mit Ihrem Wunschmaterial beschichtet. Eine Beschichtung der 3D Teile mit Gold oder Silber ist ebenfalls möglich.
- Wir können Teile von 10 x 10 x 10 mm bis 600 x 600 x 600 mm beschichten. Grössere Teile auf Anfrage
- Handgalvanisierung
- Auftragsstärken ab 1 µm
Mögliche Beschichtungen:
| Verkupfern | 99,99% Cu | IMDS Nr. 736943 |
| Vernickeln, aus Sulfamatelektrolyt matt | 99,95% Ni | IMDS Nr. 748706 |
| Vernickeln Hochglanz | >99,50% Ni | IMDS Nr. 749088 |
| Vergolden 24ct. | 24 Karat Au | IMDS Nr. 756617 |
| Versilbern | 99,99% Ag | IMDS Nr. 757803 |
| Verchromen | aus dreiwertigem Elektrolyt, RoHS-Konform | IMDS Nr. 756617 |
| Schwarzverchromen | elektrisch leitende, tiefschwarze Chromschicht | IMDS Nr. 10629626/1 |
| Chemisch Vernickeln | hochphosphorig, 13% Phosphor als NiP | IMDS Nr. 326271538 |
| Verzinnen | 99.98% Sn, RoHS-Konform | |
| Bismut | unser Bismudan® Elektrolyt, 99,95% Bi |
Beratung erhalten
Polieren (Gleitschleifen)
Das Bauteil wird in eine Trommel mit kleinen Steinen gegeben, diese verdichten die Oberfläche durch die Vibration der Trommel, bis das Bauteil glatt ist. Die Oberfläche bleibt dabei optisch bis zu einem gewissen Grad erhalten (granular bei SLS, Baustufen bei FDM), fühlt sich aber glatt an.
Was bei polierten Modellen zu beachten ist:
- Bauteile benötigen ein Mindestabmass von 9 x 9 x 9 mm
- Nur Aussenseite des Models kann poliert werden
- Polieren (Gleitschleifen) trägt ca. 0,1 mm des Materials vom Bauteil ab, was bei der Auslegung des Bauteils beachtet werden sollte
- Kanten runden durch diese Art der Politur leicht ab
- Kleine Details können bei der Politur verschwinden
- Dieser benötigt zwei extra Werktage zur angezeigten Lieferzeit
- Nach dem Polieren werden weisse Teile etwas dunkler
Mechanische Nachbearbeitung
Das Material ist das richtige aber die Toleranzen reichen nicht? Benötigen Sie eingeschnittene Gewinde oder eingesetzte Gewindebuchsen? Wir bearbeiten Ihr Bauteil mechanisch auf Fertigmass und fügen für Sie Gewindebuchsen und Einsätze nach Ihren Vorgaben ein. Die mechanische Nacharbeit kann nicht automatisiert berechnet werden.
Richten Sie Ihre Preisanfrage via Kontaktformular an uns.
Allgemeine Eigenschaften
| Eigenschaft | Testmethode | Wert |
| Dichte | ISO1183, GB/T1033 | 1.36 g/cm³ |
| Shore D Härte (15s) | ISO 868 | 76 |
Mechanische Eigenschaften des gedruckten Models
| Eigenschaft | Testmethode | Wert |
| Zugmodul (X-Y) | ISO 527, GB/T 1040 | 3800 MPa |
| Zugmodul (Z) | ISO 527, GB/T 1040 | N/A |
| Zugfestigkeit (X-Y) | ISO 527, GB/T 1040 | 48 MPa |
| Zugfestigkeit (Z) | ISO 527, GB/T 1040 | N/A |
| Charpy impact strength (X) | ISO 179/1eU | 29 kJ/m² |
| Charpy notched impact strength (X) | ISO 179/1eA | 4.6 kJ/m² |
| Elastizitätsmodul (XY) | ISO 178 | 3600 MPa |
| Biegefestigkeit | ISO 178 | 72 Mpa |
Thermische Eigenschaften
| Eigenschaft | Testmethode | Wert |
| Schmelztemperatur | ISO 11357-1/-3 | 176 °C |
| Vicat-Erweichungstemperatur | ISO 306 50°C/h 50N | 169 °C |
| Temp. Of deflection under Load 1.80 MPA | ISO 75-1/-2 | 144 °C |
Elektrische Eigenschaften
| Eigenschaft | Testmethode | Wert |
| Relative Permittivität 100Hz | IEC 60250 | 13 |
| Relative Permittivität 1MHz | IEC 60250 | 10 |
| Verlustfaktor | IEC 60250 | 180 E-4 |
| Oberflachenwiederstand | IEC 60093 | 5E14 |
| Relative Permittivität 1MHz | IEC 60250 | 10 |
| Volumenwiederstand | ICE 60093 | 3E12 |