Gummiartig (Tango) - lässt Sie nicht hängen
Was sind die Eigenschaften von Gummiartig (Tango) und wofür wird es eingesetzt
Gummiartig (Tango) wurde entwickelt, um die Eigenschaften von Gummiteilen zu simulieren. Das Material basiert auf UV-härtendem Kunstharz. Bauteile aus Tango weisen eine hohe Flexibilität und Dehnbarkeit aus, sind aber trotzdem Die Härte von Tango ist weichgummi- oder silikonartig, ähnlich wie Materialien, die im Dichtungsbereich eingesetzt werden. Die Shore-Härte kann beim Drucker eingestellt werden. Des Weiteren kann man mit Gummiartig (Tango) von allen Materialien die höchste Detailtreue erreichen. Aufgrund der kleinen Schichtstärke von 0.016 mm, weisen Bauteile aus Gummiartig (Tango) kaum sichtbare Layer auf. Bauteile aus Gummiartig (Tango) werden gerne für die Herstellung von Spritzgussprototypen verwendet.
Verfahren
Durch den Druck in Polyjet-Technologie können Bauteile von höchster Präzision und Oberflächengüte hergestellt werden. Durch die Auftragung im flüssigen Zustand können Hochglanzoberflächen und eine sehr gute Masshaltigkeit erreicht werden. Im Polyjet-Verfahren erstellte Teile sind zudem strukturell sehr stabil und hart.
Stützmaterial
Was die Komplexität der Teile einschränken kann, ist die Tatsache, dass deren Stützmaterial nach der Fertigung mit einem Wasserstrahl ausgespült werden muss. Dem Hochdruckwasserstrahl hält nicht jede Wandstärke stand – das muss man bei der Planung berücksichtigen.
Die Stützen bei Polyjet-Bauteilen werden mit einem wachsähnlichen Material gedruckt. Flächen, die mit dem Stützmaterial in Kontakt kommen, werden matt und leicht pelzig, ausserdem sind diese weniger stabil als Hochglanzwände. Alle anderen Flächen können ohne Nachbearbeitung in Hochglanz hergestellt werden. Soll die Oberfläche gleichmässig gehalten werden, kann man das Bauteil komplett in Stützmaterial einhüllen.
6-7 Werktage
Die angegebene Lieferzeit entspricht dem Standard für Einzelteile. Je nach Produktionsauslastung, Stückzahl und Grösse des Bauteils können andere Lieferzeiten gelten. Die aktuellen Lieferzeiten kommunizieren wir Ihnen aber vor Auftragsstart.
Vorgaben für Gummiartig (Tango) 3D-Druck
Mindestwandstärke: 0.8 mm
Kleinstes Detail: 0.016 mm
Maximale Druckgrösse:
490 x 390 x 200 mm
Genauigkeit: 0.2% min. ± 0.1 mm
Schnelldruck mit Gummiartig (Tango) 3D-Druck
Priority und Express Druck mit Gummiartig (Tango) sind derzeit leider nicht verfügbar.
Vor- und Nachteile von Gummiartig (Tango) 3D-Druck
- Hohe Designfreiheit durch ausspülbare Stützen
- Extrem hohe Oberflächengüte
- Kaum sichtbare Stufen
- Abriebfest
- Gummiartig
- Hohe Streckgrenze
- Stützmaterial macht Teil matt
- Wandstärken können nicht zu dünn sein
- Nicht witterungsbeständig
- Nicht dauerverwendbar
- Nicht lebensmittelecht
- Leicht zerreissbar
Anwendungsbeispiele für Gummiartig (Tango) 3D-Druck
- Spritzgussprototypen
- Flexible Prototypen
- Schlagabsorbierende Anschläge
- Dichtungsprototypen
Beispiel-Bauteile Gummiartig (Tango) 3D-Druck
Was ist das Polyjet (Photopolymer Jetting) Verfahren im 3D-Druck?

Bedeutung Polyjet (Photopolymer Jetting) 3D Druck
«Photopolymer Jetting», abgekürzt und umgangssprachlich «Polyjet» genannt, bedeutet frei übersetzt, Aufspritzen mit UV-härtendem Kunststoff. Dabei spritzt der Kunststoff in sehr kleinen Mengen durch den Piezo-Druckknopf auf die Druckplatte.
Höchste Präzision im 3D-Druck mit Polyjet-Technologie
Mit Polyjet hergestellte Bauteile zeichnen sich durch eine sehr hohe Oberflächengüte aus. Da dieser Fertigungsprozess keine Hitze benötigt, schrumpfen die Bauteile nicht während und nach der Fertigung. Unter allen 3D-Druckverfahren gehört das Polyjet deshalb zu den das präzisesten Verfahren.
Kristalle unter Strom
Das 3D-Modell eines Bauteils wird in eine Slicing Software geladen. Das Programm erzeugt den Maschinencode und zerlegt dafür das Bauteil in Schichten von 0.016 mm und berechnet zudem die Lage des Stützmaterials. Die Software sendet den fertige Code an den 3D-Drucker.
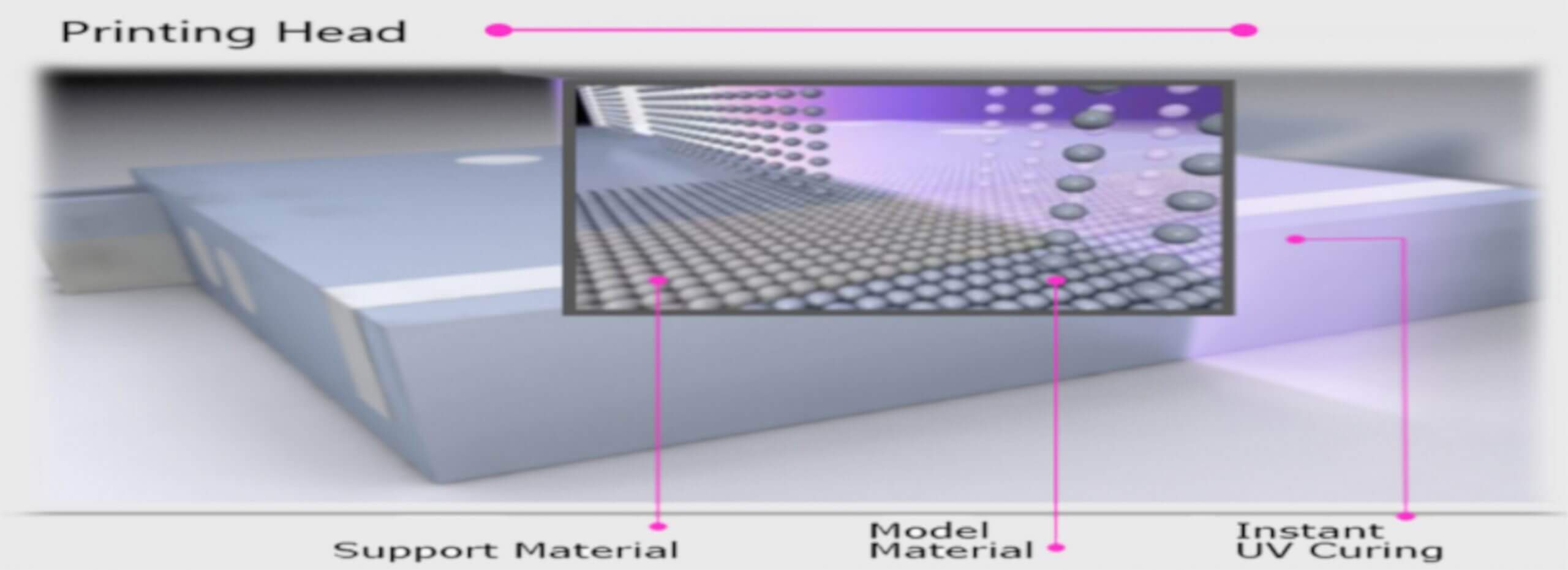
Der 3D-Techniker legt die Kartusche mit einem flüssigen, UV-härtenden Material in den 3D-Drucker. Von dort pumpt die Maschine das Material in den Druckkopf. Beim Polyjet Verfahren gibt es zwei Druckköpfe, eines für das Baumaterial und das andere für das Stützmaterial. Das Baumaterial erhitzt sich im Druckkopf auf 80° C und ist damit fliessfähig. Der Druckkopf besteht aus zwei Metallleisten, auf der jeweils hunderte, winzige Öffnungen in einer Reihe angebracht sind. In jeder Öffnung befindet sich ein Piezo-Ventil. Piezo-Ventile bestehen aus winzigen Kristallen, die sich unter Stromeinwirkung verformen und die Öffnung freigeben. Das Material, das unter leichtem Druck steht, entweicht in Mikrodosen als Tropfen.
Wie funktioniert der Polyjet 3D Druck?
Kleinste Tröpfchen werden mit UV-Strahlen ausgehärtet
Der Druckkopf fährt über die gesamte Länge des Druckbetts, währenddessen sich im richtigen Moment das vom Code bestimmte Ventil öffnet, und winzige Materialtropfen herausspritzen. Die Tropfen sind wenige Pikoliter (ein Billionstel Liter; 0,000 000 000 001 Liter) klein und werden in einer Präzision von wenigen Mikrometern (µ) positioniert und aufgetragen. Direkt hinter dem Druckkopf befindet sich eine Rolle, um die Oberfläche zu glätten
Der Polyjet 3D-Druck ist mit dem Digitaldruck auf Papier vergleichbar. Befindet sich der Druckkopf auf dem Rückweg, wird die eben aufgespritzte Schicht durch eine hochenergetische UV-Lichtquelle gehärtet. Dieser Vorgang wiederholt sich so lange, bis das Bauteil fertig gedruckt ist.
Stützmaterial mit Wasser entfernen
Überhänge brauchen beim Polyjet Verfahren Stützen, wie beim FDM Verfahren ebenso. Dafür braucht man beim Polyjet dafür ein wachsartiges Material, welches zeitgleich mit dem Bauteil aufgespritzt wird. Um das Stützmaterial danach zu entfernen, legt man das fertige Bauteil in eine Waschstation. Darin spült sich das Material mit einem Wasserdruck von 110 bar aus.
Verfügbare Farben
- Schwarz
- Weiss
Verfügbare Nachbearbeitungen
Für dieses Material bieten wir leider keine Nachbearbeitungen an.
Mechanische und thermische Eigenschaften des gedruckten Models
| Eigenschaft | Testmethode | Wert |
| Zugfestigkeit | ASTM D 412 | 1.5 MPa |
| Bruchdehnung | ASTM D 412 | 170 – 220 % |
| Druckverformungsresistenz | ASTM D 395 | 4-5 % |
| Shore Härte (A) | ASTM D 2240 | 26-28 |
| Zug Reiss Festigkeit | ASTM D 624 | 18-22 KG/cm |
| Dichte | 1.13 g/cm³ |