Bedeutung DLM 3D Druck
Die Abkürzung DLM «Direct Laser Melting» (oder «Direct Laser Metal») bedeutet frei übersetzt: direktes Verschmelzen mit dem Laser. Der Laser bringt das pulverförmige Metall zum Schmelzen. So kann sich das Material zu einer festen Form verbinden.
Grösste Designfreiheit
Im Gegensatz zu anderen 3D-Druck-Verfahren wird das Material nicht gezielt aufgetragen, sondern selektiv zusammengeschmolzen. Das Grundmaterial ist ein feinkörniges Pulver (Korngrösse ca. 35 – 50 µm), welches an Staub erinnert. Da wo das Bauteil enstehen soll, trägt die Maschine das Pulver in der gesamten Fläche des verfügbaren Bauraums auf. Nur dort wird es miteinander verschmolzen, wo das Bauteil entstehen soll. Das restliche Pulver bleibt in seiner Grundform liegen und dient als Stützmaterial für darüberliegende Schichten. DLM ermöglicht von allen additiven Fertigungsverfahren die grösste Designfreiheit.
Feste Verbindung
Während der 3D-Drucker eine neue Schicht über einer bereits existierenden Schicht aufträgt, durchdringt der Laser die Schicht und schmilzt die darunterliegende nochmals leicht an. Somit verbindet sich die neue Schicht ideal mit der darunterliegenden. Es entsteht ein homogener 3D-Körper mit isotropischen Eigenschaften.
Code
In einer 3D-Pack-Software werden die Bauteile geladen, positioniert, orientiert und gepackt. Die Datei mit allen positionierten Bauteilen wird in eine «Slicing Software» geladen. Darin wird der Maschinencode erzeugt und das Bauteil in Schichten von 0.05 mm zerlegt und mittels Stützmaterial an der Grundplatte befestigt. Nun berechnet die Software den Weg des Lasers. Dabei berücksichtigt sie auch die bekannte Schrumpfung bei der Abkühlung des Bauteils. Die Schicht im Code ist folglich etwas grösser, als das Bauteil am Ende sein soll. Ist der Code fertig, wird er an die Maschine gesendet.
Wie funktioniert der DLM 3D Druck?
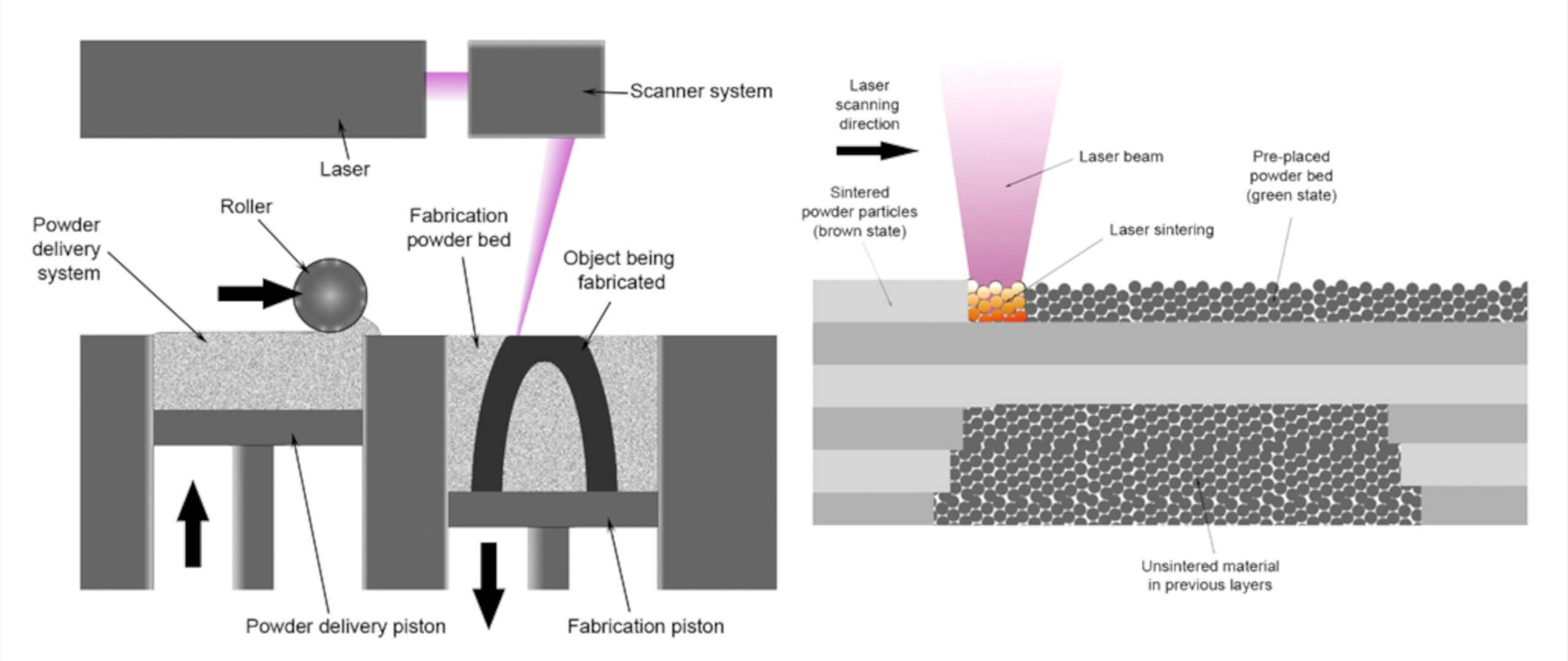
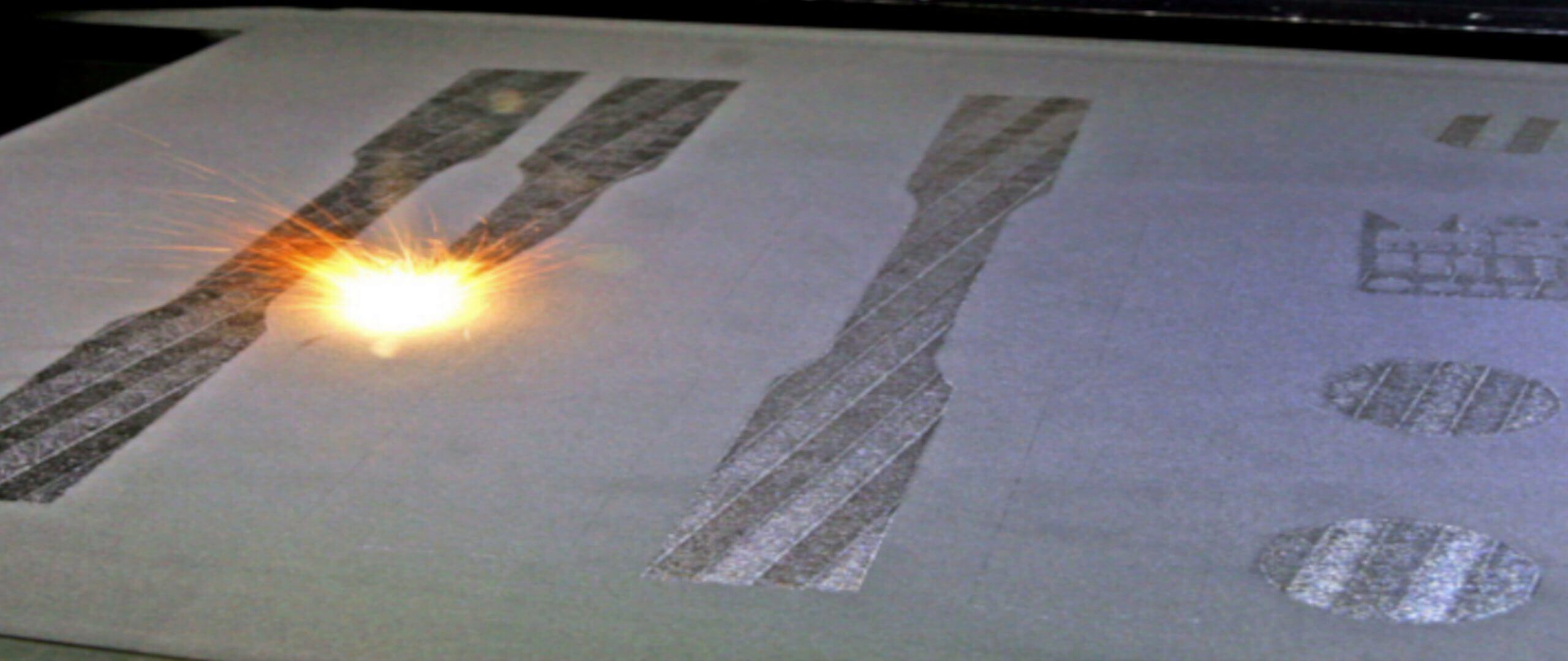
Was geschieht im Druckraum beim DLM 3D-Druck?
Als nächstes befüllt man den Vorratsbehälter an der Maschine mit dem gewünschten Material-Pulver. Der Druckraum heizt sich auf und ein Schieber oder Roller trägt eine Schicht von 0.5 mm Dicke über die gesamte Fläche auf. Der Laser feuert von oben auf das Druckbett und «zeichnet» das Bauteil in das Pulver. Im vorgeheizten Druckraum braucht der Laser nur noch das Delta der Temperatur aufzubringen, um das Pulver zu schmelzen. Das Pulver schmilzt dabei punktuell, da wo der Laser auf das Pulver trifft. Dabei geschieht dies unter Schutzatmosphäre, meist ein Inertgas wie Argon, um eine Oxidation des Materials zu verhindern. Ist die aktuelle Schicht geformt, fährt das Druckbett um 0.05 mm nach unten. Die nächsten 0.5 mm Metallpulver werden aufgetragen, und der Laser schmilzt es wieder selektiv auf. Da der Laser nach 0.05 mm Materialtiefe noch nicht all seine Energie verloren hat, schmilzt er die eben gefertigte darunterliegende Schicht noch einmal leicht auf. Auf diese Weise verschmilzt die untere Schicht vollständig mit der oberen. Der Prozess wiederholt sich, bis der Druck beendet ist.
Das lose Pulver dient als Stützmaterial
Weist das Bauteil Schrägen auf, unter denen sich keine andere, tragende Schicht befindet, braucht es im 3D-Druck zwangsläufig Stützen. Beim DLM 3D-Druck können sich die überhängenden Schrägen jedoch auf dem ungebrauchten, losen Pulver ablegen. Dieses trägt das Gewicht der oberen Schicht und dient somit als Stützmaterial. Deshalb kommt man beim DLM 3D-Druck mit wenig Stützen aus. Die Bauteile werden nur so weit gestützt, dass die Scherkräfte des Pulverauftragens aufgenommen werden können.
Leichtes Treppenmuster
Wie bei jedem additiven Fertigungsverfahren entsteht bei Schrägen am Bauteil ein Treppenmuster. Im DLM 3D-Druck sind diese allerdings nur leicht sichtbar.
Teile im Pulverhaufen
Wenn alle Schichten gefertigt sind, befindet sich in der Maschine ein Druckbereich (Druckbett genannt), der vollständig mit Pulver und fertigen Teilen gefüllt ist. Sie können sich einen Sandhaufen vorstellen, in dem die Teile vergraben sind – so sieht das ungefähr aus. Die Bauteile kühlen innerhalb des Pulvers auf Raumtemperatur ab. Um einen Wärmeverzug zu verhindern, geschieht der Abkühlprozess sehr langsam.
Stützen und Pulver entfernen
Wenn das gesamte Druckbett die Raumtemperatur erreicht hat, sind die Bauteile bereit für die Nachbearbeitung. Nicht verschmolzenes Pulver wird wieder in den Prozess zurückgegeben und kann für den nächsten Druckauftrag wiederverwendet werden. Da die Bauteile noch an der Grundplatte befestigt sind, muss man sie herausschneiden. Die Stützen muss man manuell entfernen. Zum Schluss kommt das Bauteil noch in einen Glasperlenstrahler, um das ganze Restpulver zu entfernen.