Selective Laser Sintering, abgekürzt SLS, bedeutet frei übersetzt, teilweises Laserverschmelzen. «Teilweise» bedeutet, dass lediglich derjenige ausgewählte Teil des verwendeten Materials geschmolzen wird, welcher zum Bauteil gehört. Der Rest des Pulvers bleibt unberührt.
Teile aus Pulver schmelzen
Das zum 3D-Druck verwendete Grundmaterial beim SLS ist ein feinkörniges, staubähnliches Pulver (Korngrösse ca. 35 – 50 µm). Im Gegenzug zu anderen 3D-Druck-Verfahren wird das Material nicht gezielt, sondern in der gesamten Fläche des verfügbaren Bauraums aufgetragen und an den Stellen miteinander verschmolzen, an welchen das Bauteil entstehen soll. Das restliche Pulver bleibt liegen und kann für darüberliegende Schichten als Stützmaterial genutzt werden. Das SLS Verfahren bietet die grösste Designfreiheit allen additiven Fertigungsverfahren. Am Ende kann man das fertig gedruckte Bauteil aus dem Restpulver herausholen oder fast schon «ausgraben». Die Pulverreste werden aufbereitet und für den nächsten Druckauftrag zurück in die Maschine gegeben.
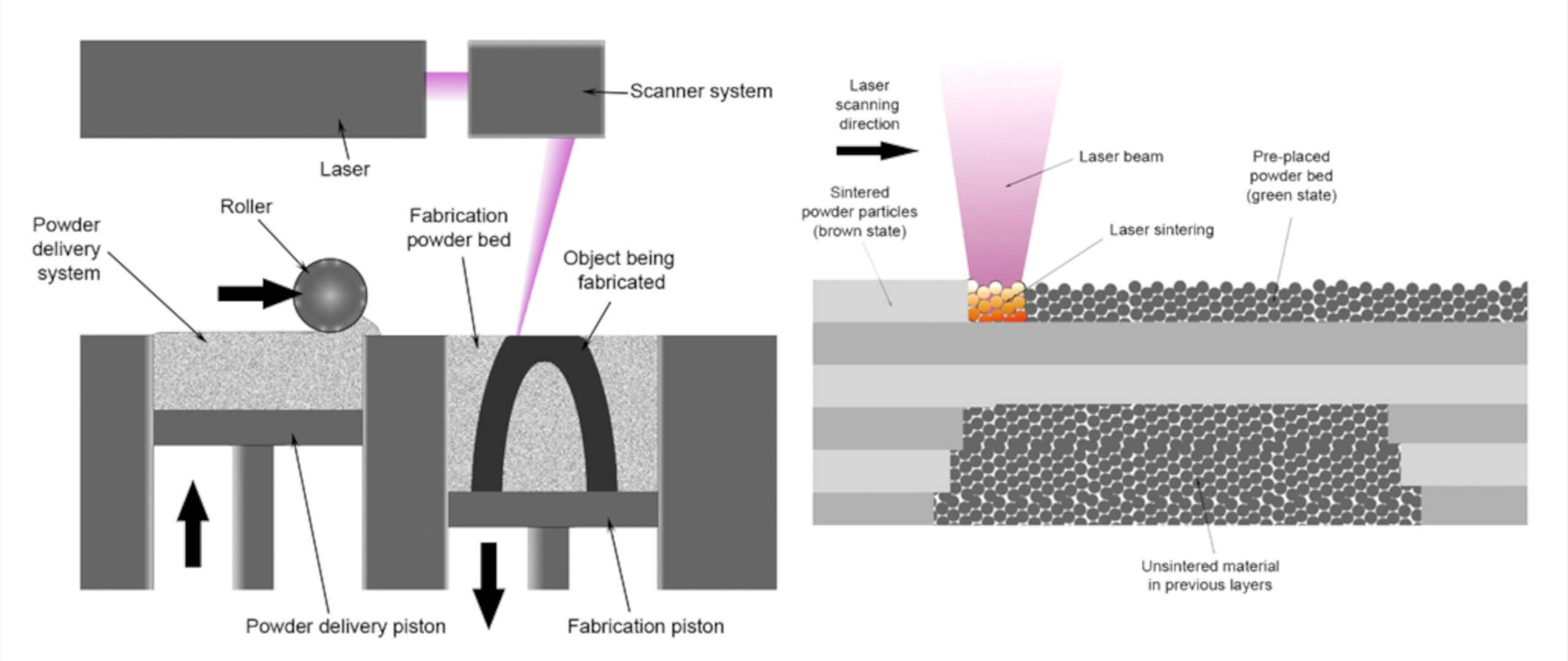
Wie funktioniert das SLS Verfahren im 3D-Druck?
Effiziente Bauraumnutzung durch Packing und Nesting
Der Druckvorgang im 3D-Druck SLS Verfahren dauert auf den ersten Blick relativ lange. Betrachtet man die Druckdauer pro Bauteil, ist SLS hingegen eines der schnellsten additiven Fertigungsverfahren für Serienbauteile. In einem typischen SLS Druckbereich haben Hunderte von Bauteilen gleichzeitig Platz. Den Bauraum können wir sehr effizient ausnutzen. Weil das lose Pulver zwischen den Bauteilen als Stützmaterial dient, können die Objekte auch übereinander gedruckt werden. In einer 3D-Pack-Software werden die Bauteile geladen, positioniert, orientiert und gepackt. Im Bauraum lieben sie dadurch eng aneinander und dreidimensional verschachtelt, um den Druckvorgang möglichst effizient zu gestalten. In der Fachsprache spricht man dabei vom «Nesting». Die Software simuliert einen Schütteleffekt, sodass die Teile den kleinstmöglichen Druckraum optimal ausfüllen, ohne sich dabei zu berühren.
Slicing und 3D-Drucken
Die Datei der positionierten Bauteile wird nun weiter in eine «Slicing Software» geladen. Die Software zerlegt das Bauteil in Schichten von 0.1 mm und erzeugt zudem den Maschinen-Code. Die Software errechnet den Weg des Lasers und berücksichtigt dabei auch die bekannte Schrumpfung bei der Abkühlung des Bauteils nach dem Druck. Das Bauteil fällt im Code entsprechend etwas grösser aus, damit es nach dem Abkühlen die richtige Grösse hat.
Nachdem die Maschine den Code eingelesen hat, füllt sich der Vorratsbehälter mit dem Materialpulver. Davon trägt ein Schieber oder Roller eine 0.1 mm dicke Schicht auf und streicht sie glatt. Danach heizt der Druckraum sich auf einen Wert knapp unter die Schmelztemperatur des Pulvers auf. Anschliessend feuert der Laser von oben auf das Druckbett und «zeichnet» die Formen in das Pulver. Da der Raum vorgeheizt ist, muss die Energie des Lasers nur noch die letzten Grad Hitze einbringen, damit das Pulver präzise an den richtigen Stellen schmilzt. Damit das Material nicht oxidiert, geschieht der Druck unter Schutzatmosphäre (meist Stickstoff N2).
Keine Stützkonstruktion nötig bei SLS 3D-Druck
Da der Laser nach 0.1 mm Materialtiefe noch nicht die ganze Energie verbraucht hat, schmilzt er die letzte Schicht wieder leicht auf. So schmelzen die beiden Schichten fest zusammen. Schmilzt eine Schicht, unter welcher sich keine weitere Schicht mehr befindet, liegt sie auf losem Pulver auf, welches das Gewicht der Schicht tragen kann. Dadurch kann man in der SLS 3D-Druck Technologie vollständig auf Stützmaterialien verzichten, was den 3D-Druck komplexer Geometrien ermöglicht, und zwar ohne Qualitätsverlust
Auskühlen und Reinigen
Bei Schrägen am Bauteil entsteht, wie bei jedem additiven Fertigungsverfahren, ein Treppenmuster. Im SLS 3D-Druck Verfahren ist das Muster weniger sichtbar. Wenn alle Schichten gefertigt sind, sind die fertigen Teile inklusive des restlichen Pulvers im Druckbett der Maschine. Im Pulver «vergraben», kühlen die Teile langsam auf Raumtemperatur aus, um den Verzug durch Schrumpfung zu verhindern. Nachdem der gesamte Druckbereich abgekühlt ist, werden die Bauteile aus dem Pulver ausgegraben und das nicht verschmolzene Pulver wird für den nächsten Druck aufbereitet. Die Bauteile werden danach in einem Glasperlenstrahler (eine Kabine mit Glasperlen) gestrahlt und so vom Restpulver gesäubert. Das Bauteil ist fertig.